

![]()
EXISTS TO DELIVER ON THE VISION OF 3D PRINTING: MASS PRODUCTION



Desktop Metal
P1
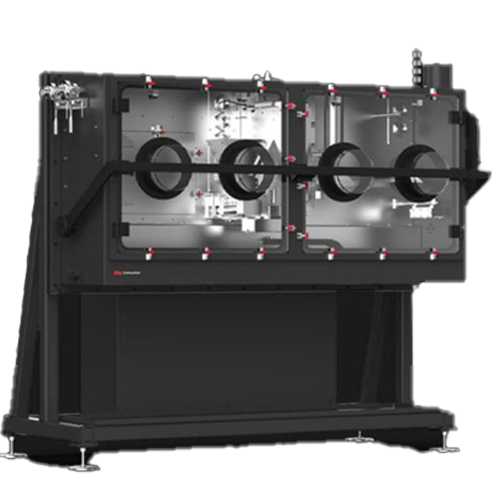
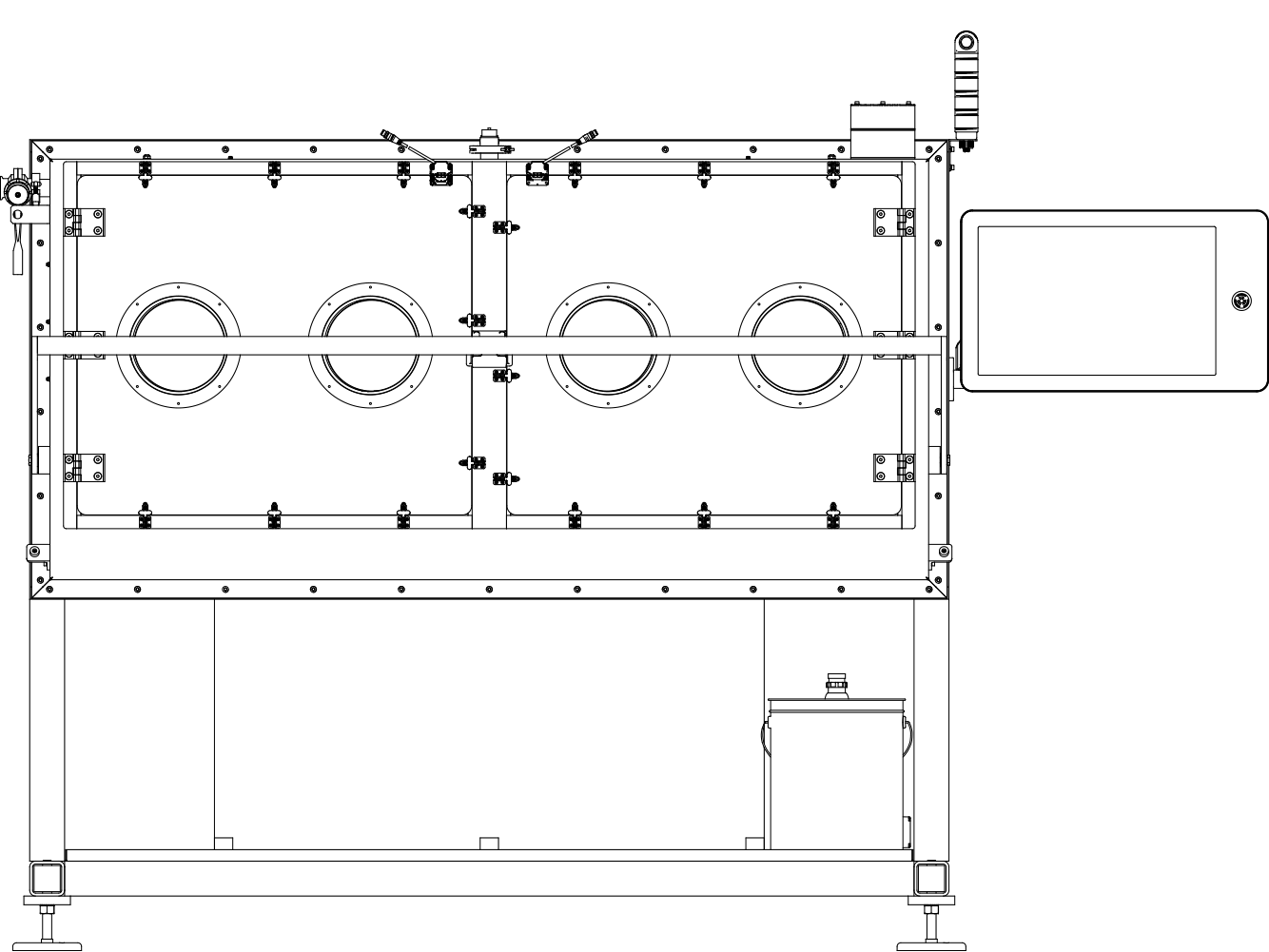
Designed to bridge the gap between bench top development and mass production, the P-1 offers the same excellent part quality as the P-50 with enhanced process flexibility. Featuring a state-of-the-art print bar with native 1200 dpi, an inert processing environment, and Desktop Metal's patent-pending Single Pass Jetting technology, the P-1 supports non-reactive and reactive materials at speeds more than 10 times those of laser powder bed fusion technologies⁴ and is capable of printing multiple builds per shift and direct process transfers to the P-50.
How it works:
Technology
Powered by Single Pass Jetting™, the Production System™ features bi-directional 3D printing—so whenever there is movement, there is printing.
With bi-directional single pass jetting, all steps of the print process—powder deposition, spreading, compacting, ballistic suppression, and binder jetting—are applied with each pass over the build area. Layer by layer, metal powder and binder is deposited until the entire build volume is packed with bound parts and surrounding loose powder.
When a build is complete, the build box is removed and replaced with a fresh box for the next build. The completed build box is moved to a depowdering station where loose powder is removed and parts are prepared for sintering.
Depowdered parts and loaded into an industrial furnace where they are heated to temperatures near melting. Remaining binder is removed causing the metal particles to fuse together and the parts to densify.